
Point-of-care diagnostic devices are manufactured through a combination of precision materials engineering, electrochemical or optical sensing technology, and high-volume printing or lamination processes. Development starts with defining the target analyte and detection chemistry, then moves through component design, process validation, and regulatory compliance before reaching full-scale production. The entire journey, from concept to commercial product, typically involves a CDMO partner with expertise in both the manufacturing process and the regulatory requirements for in vitro diagnostics. Screentec is one such partner, supporting medical device developers from initial prototype through validated mass production under ISO 13485.
Skipping the right manufacturing partner early is slowing your POC device’s time to market
Many diagnostic device developers spend months refining chemistry and assay performance before thinking seriously about how the device will actually be manufactured. By the time production questions arise, design decisions have already been locked in, creating serious manufacturing challenges. Tolerances that work in a lab setting may be impossible to maintain at scale. Materials chosen for performance may not run reliably through roll-to-roll printing or automated cutting processes. The cost of redesigning at that stage is significant, both in time and budget. The solution is to involve a manufacturing partner at the prototype stage, not after it, so that design for manufacturability is built in from the start rather than retrofitted later.
Treating regulatory compliance as a final step is putting your product launch at risk
Regulatory documentation for in vitro diagnostic devices cannot be compiled retrospectively. ISO 13485 and IEC 62366 require quality systems, design controls, and risk management processes to be active throughout development, not just at the end. When manufacturers treat compliance as a checkbox rather than a continuous process, they often discover at the submission stage that critical records are missing or that design changes were made without proper documentation. This delays launch by months and can require costly revalidation work. Building a compliant quality management system into the development process from day one is the only reliable way to avoid this outcome.
What are point-of-care diagnostic devices, and how do they work?
Point-of-care diagnostic devices are medical testing tools designed to deliver results at or near the patient, without sending samples to a central laboratory. They work by detecting a specific biological marker, such as a protein, nucleic acid, or metabolite, in a sample such as blood, urine, or saliva, and converting that detection into a readable signal — typically visual, electrical, or optical.
Most POC diagnostics rely on one of two core detection principles. Lateral flow assays use antibody–antigen binding and a colorimetric readout visible to the naked eye. Electrochemical sensors measure the electrical current or voltage change that occurs when a target analyte reacts with a functionalized electrode surface. Microfluidic devices control small, precisely defined fluid volumes through precisely engineered channels to enable more complex, multistep reactions in a compact format.
The appeal of point-of-care testing is speed and accessibility. Results that once took days through a central lab can be available in minutes, enabling faster clinical decisions, better patient outcomes, and reduced burden on the healthcare system.
What components go into a point-of-care diagnostic device?
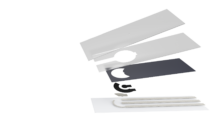
A point-of-care diagnostic device typically consists of a substrate layer, a sensing element, a reagent or chemistry layer, a microfluidic structure, and a readout mechanism. Each component must be engineered to work together reliably across the intended sample type and environmental conditions.
 The substrate is usually a flexible film or rigid card that provides structural support. Printed electrodes form the sensing layer, with materials such as carbon, silver, or gold chosen based on the target analyte and detection method. In electrochemical sensors, these electrodes are functionalized with enzymes, antibodies, or other biological recognition elements that react specifically with the analyte of interest. Screentec specialises in printed electrode manufacturing, producing custom sensing layers for both diagnostic and therapeutic applications.
The substrate is usually a flexible film or rigid card that provides structural support. Printed electrodes form the sensing layer, with materials such as carbon, silver, or gold chosen based on the target analyte and detection method. In electrochemical sensors, these electrodes are functionalized with enzymes, antibodies, or other biological recognition elements that react specifically with the analyte of interest. Screentec specialises in printed electrode manufacturing, producing custom sensing layers for both diagnostic and therapeutic applications.
Microfluidic channels, formed through laser cutting, lamination, or embossing, control how the sample moves through the device. The readout layer, whether a visual indicator strip, a connected electrode pad, or an optical window, converts the detection event into an interpretable result. A housing or laminated card holds everything together and protects the chemistry during storage and use.
How is a point-of-care diagnostic device designed and developed?
Point-of-care device development follows a structured process that moves from analyte definition and detection chemistry selection through component design, prototyping, and process validation. Each stage builds on the last, and design decisions made early in the process have a direct impact on manufacturability and regulatory compliance later.
Development typically begins with defining the target analyte, the sample matrix, the required sensitivity and specificity, and the intended use environment. These parameters drive the choice of detection chemistry and device format. A lateral flow assay suits rapid qualitative screening, while an electrochemical sensor is better suited to quantitative measurement.
Once the chemistry is established, the physical device structure is designed around it. This includes electrode geometry, channel dimensions, membrane selection, and the lamination stack. Prototypes are produced to test performance against the design specification, and iterative refinement follows until the device meets its technical targets. At this stage, design-for-manufacturability reviews are critical to ensure the prototype can be scaled without redesign.
R&D support from a manufacturing partner is particularly valuable during material selection and process development. Screentec works with customers from prototype through mass production, helping to align device design with the capabilities of high-volume roll-to-roll printing and precision cutting processes.
How are point-of-care devices manufactured at scale?
At scale, point-of-care diagnostic devices are manufactured using continuous or semi-continuous production processes, including roll-to-roll printing, precision laser or mechanical cutting, automated lamination, and controlled reagent deposition. These processes allow high volumes of consistent, repeatable components to be produced efficiently.
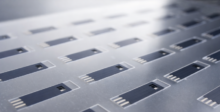
R2R -processed diagnostic devices. Source: Screentec
Roll-to-roll printing is well suited to producing electrode arrays, conductive traces, and functional layers across large areas of flexible substrate. Screen printing deposits conductive inks or functional coatings in precise patterns at high throughput. After printing, substrates are cut to final dimensions using laser or die-cutting equipment, with tolerances tight enough to ensure consistent fluid behavior in microfluidic structures.
Reagent or chemistry application is typically a separate, controlled step performed in a cleanroom or humidity-controlled environment to protect biological materials. Lamination assembles the individual layers into the finished device structure. Finished devices are inspected, packaged, and stored under conditions that maintain chemistry stability throughout the product’s shelf life.
Vertical integration, in which printing, cutting, lamination, and assembly occur within a single facility, reduces lead times and gives manufacturers tighter control over quality at each step. Screentec operates as a vertically integrated CDMO, with printing, cutting, lamination, and assembly under one roof in Oulu, Finland.
What regulatory standards apply to point-of-care diagnostic manufacturing?
Point-of-care diagnostic devices classified as in vitro diagnostics are subject to ISO 13485 for quality management systems, the EU IVDR (Regulation (EU) 2017/746) in Europe, and FDA 21 CFR Part 820 in the United States. Additional standards covering performance, usability, and safety apply depending on the device type and intended use.
ISO 13485 is the foundational quality management standard for medical device manufacturers. It requires documented design controls, supplier management, risk management processes, and traceability throughout production. For IVD devices specifically, ISO 18113 covers labeling requirements, and ISO 15197 applies to blood glucose monitoring systems, as one example of a product-specific performance standard.
Under the EU IVDR, in vitro diagnostic devices are classified into risk-based categories, with higher-risk devices requiring involvement from a notified body before market access. The transition from the previous IVDD directive to the IVDR has significantly increased the documentation and clinical evidence requirements for many POC products.
In the US, the FDA classifies IVDs under 21 CFR Part 862 and related parts, with most POC diagnostics requiring a 510(k) premarket notification or, for higher-risk devices, a PMA submission. Manufacturing must comply with FDA Quality System Regulation requirements, which align closely with ISO 13485 in practice.
How long does it take to go from prototype to production for a POC device?
The timeline from prototype to commercial production for a point-of-care diagnostic device typically ranges from 18 months to several years, depending on device complexity, the maturity of the detection chemistry, the regulatory pathway required, and how early manufacturing considerations are integrated into the development process.
An electrochemical or microfluidic IVD device with established chemistry and a well-defined regulatory pathway can reach production in 18 to 24 months when development is well managed and a capable manufacturing partner is engaged from the prototype stage. More complex devices, or those requiring clinical performance data for regulatory submission, commonly take three years or longer.
The stages that most often extend timelines are design iteration during prototyping, process validation before scale-up, and regulatory review. Each of these can be compressed by making better decisions earlier. Designing for manufacturability from the first prototype reduces redesign cycles. Running process validation in parallel with regulatory documentation rather than sequentially can save months. Choosing the right regulatory strategy before development begins helps avoid discovering midway through that additional clinical evidence is required.
Working with a CDMO that has experience across the full development cycle, from prototype through validated production, reduces the risk of delays caused by gaps between development and manufacturing capability. If you’re evaluating CDMO partners for your POC diagnostic project, we’d be glad to talk.